

Formowanie blach
Procesy, zastosowania, zapewnienie jakości
Formowanie blach jest wykorzystywane w różnych obszarach przemysłu. Stosowane są różne sterowane komputerowo procesy produkcyjne. Te procesy produkcyjne są optymalnie dostosowane do różnych materiałów, grubości blach i innych kluczowych czynników.
Formowanie blach: definicja i informacje ogólne
Formowanie blach obejmuje procesy produkcyjne, w których kształtowanie odbywa się bez zmiany masy, objętości i składu materiału. Formowanie zmienia jednak powierzchnię i właściwości obrabianych metali. W zależności od struktury sieci może to prowadzić do dyslokacji migracyjnych (przemieszczenia) lub kopiowania. Półfabrykaty są doprowadzane do ostatecznego kształtu za pomocą ukierunkowanej siły z poziomego cięcia blachy. Powoduje to często niewielką deformację sprężystą (sprężynowanie). Proces formowania blach może być wykorzystywany do produkcji szerokiej gamy różnych komponentów. Komponenty te mają masę od kilkuset gramów do kilku ton.


Formowanie odbywa się zwykle za pomocą specjalnych, sterowanych elektronicznie maszyn, takich jak prasy, giętarki i młoty parowe. Zgodnie ze zintegrowanym narzędziem wiele z nich nadaje się do wielu procesów produkcyjnych. Najpopularniejszymi materiałami używanymi do formowania blach są stal, miedź, aluminium, stopy aluminium i stopy miedzi (stopy kute). Wybór metody obróbki jest dokonywany na podstawie
- temperatur występujących między formowaniem na zimno, formowaniem na ciepło i formowaniem na gorąco
- rodzaju obrabianego przedmiotu między formowaniem blach a formowaniem masywnym
- rodzaju naprężeń mechanicznych zgodnie z normą DIN 8582
- formowania na rozciąganie (długości, głębokości, szerokości)
- formowania ciśnieniowego (formowanie swobodne, walcowanie)
- formowania tłocznego z rozciąganiem (głębokie tłoczenie)
- formowania słuchowego (przesuwanie, skręcanie)
- gięcia (krawędziowe, swobodne, obrotowe)
Ponadto istnieją również specjalne procesy formowania blach, takie jak hartowanie w prasie i formowanie giętkie. Do formowania blach zwykle stosuje się arkusze płaskie, które są zwykle obrabiane przez formowanie na zimno. Trójwymiarowe i duże, ciężkie półfabrykaty są modyfikowane przy użyciu masywnego formowania. W procesie tym stosuje się formowanie na zimno lub na gorąco. Procesy produkcyjne powszechnie stosowane w tym celu to gięcie, walcowanie, wytłaczanie udarowe i wytłaczanie.
Jeśli formowanie blach zostanie sklasyfikowane zgodnie z obciążeniem przedmiotu obrabianego, dostępnych będzie więcej procesów. W przypadku formowania z rozciąganiem i ściskaniem (DIN 8584) jednoczesne obciążenia ciśnieniowe i rozciągające są wykonywane z różnymi efektywnymi kierunkami. Najważniejszą podgrupą jest głębokie tłoczenie. W tym procesie płaskie arkusze są tłoczone w wydrążone kształty w celu produkcji wydrążonych korpusów, takich jak puszki, kaski i części karoserii. W przypadku formowania z rozciąganiem (DIN 8585) arkusze są rozciągane, a puste korpusy rozszerzane przez naprężenia rozciągające. Gięcie (DIN 8586) odbywa się głównie poprzez zginanie. Gięcie obrotowe wykorzystuje ruch obrotowy zaciśniętego narzędzia, a gięcie swobodne wykorzystuje ruch prostoliniowy zaciśniętego narzędzia. Podczas walcowania formowanie metalu odbywa się za pomocą obracających się walców.


W przypadku formowania ścinającego (formowanie głównie z powodu naprężeń ścinających, DIN 8587) narzędzie wykonuje ruch obrotowy lub prosty. Skręcanie jest wykorzystywane do produkcji śmigieł i wierteł, a przesuwanie jest wykorzystywane do produkcji korb. Formowanie tłoczne (DIN 8583) odbywa się na przykład jako walcowanie (produkcja blach i płyt) lub swobodne formowanie (kucie swobodne). W zależności od zastosowanego procesu formowania blachy zmiana kształtu jest osiągana poprzez specjalne ruchy narzędzia (gięcie) lub poprzez utworzenie późniejszego kształtu w narzędziu jako negatywu (kucie matrycowe, walcowanie).
Formowanie blachy jest idealne do produkcji masowej. Jednak kształt nie jest całkowicie precyzyjnie wyodrębniony z półfabrykatu. Aby uzyskać dopasowaną, wykończoną część, obrabiany przedmiot musi zostać poddany ponownej obróbce, na przykład szlifowaniu. Większość procesów formowania blach osiąga dokładność pomiędzy IT16 a IT12. Precyzyjne procesy umożliwiają nawet uzyskanie dokładności IT8 lub IT6. Tak zwany formowanie giętkie (formowanie komórek płynnych) jest szczególnie opłacalną, szybką i wszechstronną metodą formowania blachy. Z tego względu jest on wykorzystywany do produkcji małoseryjnej i opracowywania prototypów. Prasy z komorą fluidalną są wykorzystywane do produkcji komponentów dla przemysłu lotniczego, motoryzacyjnego i ich dostawców.
Obrabiane blachy mają grubość od 0,1 mm do ponad 16 mm. Niewymagające konserwacji i przyjazne dla użytkownika prasy specjalne umożliwiają szczególnie dobrą kontrolę nacisku na małych elementach i znaczną redukcję ręcznej obróbki wykańczającej. Niektóre z szybkich pras z komorą fluidalną produkują do 120 części na godzinę. Wykorzystując formowanie giętkie, nawet złożone geometrie o niskich tolerancjach i nieskazitelnej powierzchni mogą być wytwarzane za pomocą jednej matrycy.
W porównaniu z procesami cięcia formowanie metalu ma tę zaletę, że materiał jest optymalnie wykorzystywany: nie pozostają żadne metalowe odpady. Ponadto obrabiany przedmiot ma odpowiedni przepływ ziarna. Przy identycznej masie skutkuje to tłoczeniem części i innych komponentów o wysokiej wytrzymałości i nośności. Z drugiej strony, podczas frezowania przepływ ziarna jest podatny na naprężenia, ponieważ frezowanie tworzy wiele drobnych nacięć w elemencie. Narzędzia formujące są opłacalne tylko w przypadku produkcji wielkoseryjnej. Frezowanie można już wdrożyć przy niskich kosztach dla pojedynczych części i małych serii.
Metody formowania blach oraz ich zalety i wady
Formowanie na zimno odbywa się poniżej temperatury rekrystalizacji. Podczas formowania na ciepło odpowiedni przedmiot obrabiany jest podgrzewany do temperatury, która jest również niższa niż temperatura rekrystalizacji (600 do 950°C). Formowanie na gorąco odbywa się poprzez podgrzanie materiału, tak aby temperatura rekrystalizacji została przekroczona.
Formowanie na zimno sprawia, że materiał jest bardziej solidny, co pozwala na jego bardziej precyzyjną obróbkę. Specjalna struktura włókien zapewnia, że gotowa część wytrzymuje wysokie naprężenia mechaniczne i dlatego jest optymalnie dostosowana do produkcji komponentów istotnych dla bezpieczeństwa w przemyśle lotniczym i motoryzacyjnym. Formowanie na ciepło łączy w sobie zalety obu metod. Służy do produkcji części kutych ze stopów stali, dla których formowanie na zimno nie jest możliwe. Części kute charakteryzują się niskimi tolerancjami wymiarowymi, jednorodną powierzchnią materiału, niewielkim skalowaniem, a czasem nawet bardziej wymagającymi geometriami.
Formowanie na gorąco (kucie na gorąco) to bardzo energochłonna metoda, która nadaje się do formowania różnych metali. Ta technika formowania skutkuje temperaturami od 1100°C (stopy stali) do 1300°C (żelazo). Takie temperatury powodują szorstkość powierzchni. Skurcz materiału występuje po ostygnięciu przedmiotu obrabianego. Przedmiot obrabiany nie musi być koniecznie podgrzewany w celu formowania na gorąco. W zależności od metalu wystarczająca może być nawet temperatura pokojowa.
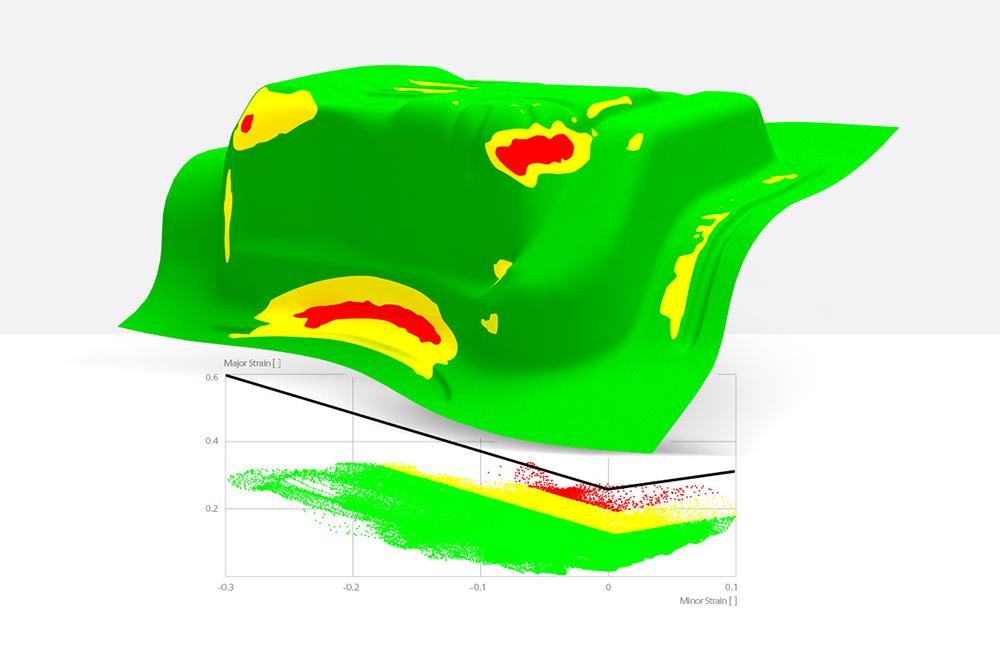
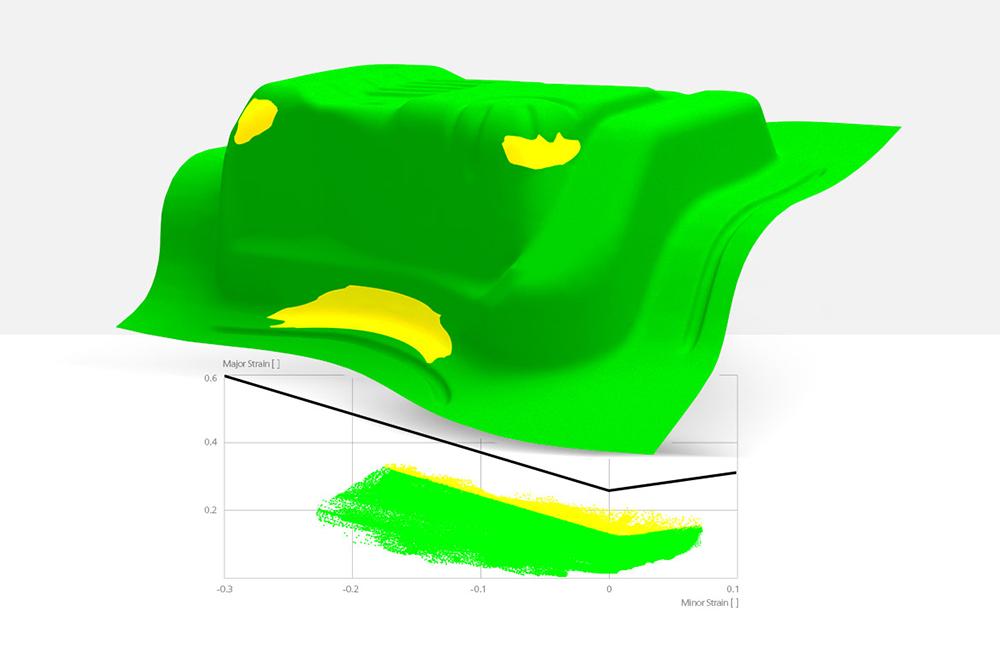
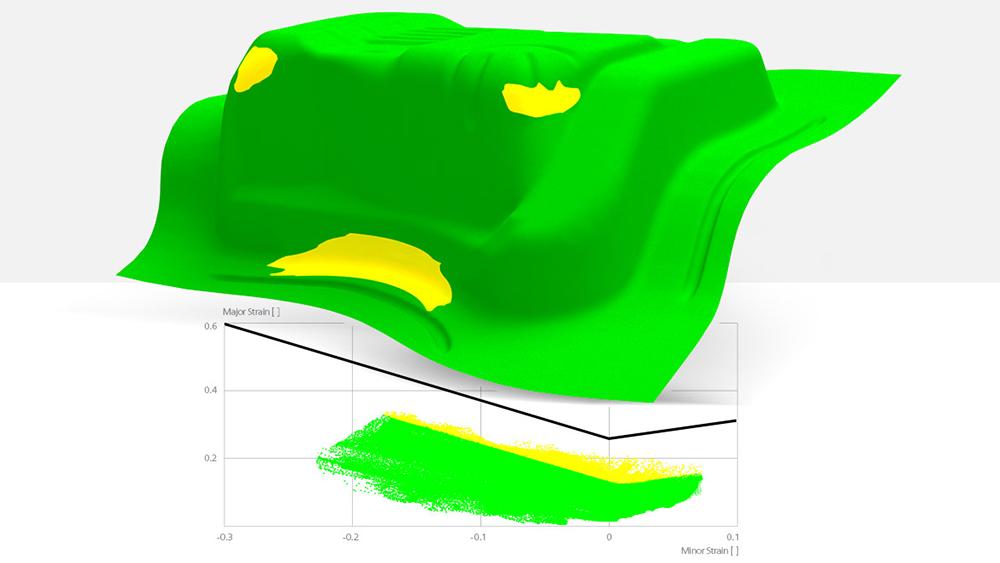
Oprogramowanie do formowania blach i symulacji
Nowoczesna technologia formowania, podobnie jak inne obszary badawcze, wykorzystuje symulację. W tym celu wykorzystywane jest różne oprogramowanie. Wizualnie odtwarzają formowanie metalu, obliczają je i przedstawiają wyniki graficznie. Dzięki zintegrowanemu cyfrowemu planowaniu procesów można dokładnie przewidzieć możliwe błędy i usprawnić procesy techniczne oraz wprowadzanie materiałów. Oprogramowanie symulacyjne bada formowanie blach pod względem jakości, funkcjonalności, kosztów i czasu przepustowości oraz ocenia uzyskane wyniki. Użytkownik dowie się również, jak zmodyfikować projekt, aby spełniał wymagania jakościowe.





Które branże wykorzystują formowanie blach?
Formowanie blach jest odpowiednie dla prawie wszystkich branż produkcyjnych: Przemysł motoryzacyjny wykorzystuje go do produkcji wytrzymałych części karoserii, takich jak błotniki, maski i drzwi pojazdów. Przemysł spożywczy wykorzystuje puszki wykonane przy użyciu technologii formowania. Może być również wykorzystywany do produkcji komponentów, takich jak skrzydła i śmigła dla przemysłu lotniczego. Dostawcy sprzętu AGD również korzystają z różnych procesów formowania blach. Używają gotowych części blaszanych w swoich okapach kuchennych, zlewozmywakach i zamrażarkach. Ponadto, formowanie blach jest wykorzystywane m.in. w budowie aparatury, budowie instalacji, technologii elektrycznej, farmaceutycznej, medycznej, pomiarowej i kontrolnej. Wentylacja, klimatyzacja i technologia komunikacyjna również wykorzystują te metody.
Na co zwracać uwagę podczas gięcia blachy
Gdy blacha jest gięta, siła jest przykładana równomiernie liniowo lub selektywnie. Stopień deformacji zależy od stopnia tego momentu zginającego. Maszyny do wytłaczania, gięcia na okrągło i prasy krawędziowe umożliwiają różne rodzaje gięcia. W prasie krawędziowej narzędzie dociska blachę z określoną siłą. W punkcie styku przykładana jest równie silna siła w przeciwnym kierunku. To para sił musi działać na tyle silnie, że blacha jest później trwale zmieniona. Aby to zrobić, użytkownik przemysłowy musi wiedzieć, w jakim stopniu dany materiał metaliczny może być poddany obciążeniu i jak zachowuje się w przypadku działania siły. Aby uzyskać trwałe odkształcenie, przyłożona siła musi przekraczać zakres elastycznej deformacji.
Skład materiału i wytrzymałość na rozciąganie również odgrywają rolę. Ten ostatni nie może być również przekroczony, aby zapobiec uszkodzeniu materiału. Aby obliczyć wymaganą siłę nacisku, należy znać długość obrzeża. Długość krawędzi zwiększa się proporcjonalnie do długości gięcia. Ponadto wymagana jest grubość materiału, kąt gięcia i kierunek walcowania. Większe grubości materiału zazwyczaj wymagają większych promieni gięcia. Jeśli narzędzie nie osiągnie minimalnego promienia gięcia, obrabiany przedmiot może pęknąć, jego zewnętrzna strona może pęknąć, a wewnątrz mogą powstać marszczenia.





