

Triangulacja w metrologii
Sprawdzona zasada z przyszłością
Dokładność i wiarygodne wyniki mają najwyższy priorytet w metrologii. Jest to jedyny sposób na zagwarantowanie, że komponenty spełniają zarówno standardy jakości, jak i bezpieczeństwa. Triangulacja, czyli pomiar odległości poprzez obliczanie kątów na podstawie trójkątów, jest metodą pomiarową, która może być wykorzystywana do rejestrowania powierzchni obiektów. Na tej stronie dowiesz się, w jaki sposób triangulacja jest wykorzystywana w metrologii oraz na czym polega projekcja światła strukturalnego i metoda sekcji światła.
Krótkie wyjaśnienie metody triangulacji
W metrologii metoda triangulacji jest wykorzystywana do pomiaru obiektów za pomocą pojedynczych punktów i linii laserowych lub, jak na powyższym obrazku, całych wzorów świetlnych. Jedna lub więcej kamer rejestruje kąt, pod jakim światło odbija się od obiektu lub wzory świetlne zdeformowane na powierzchni, a także jasność i odległość. W ten sposób promieniowanie świetlne i pomiar kąta tworzą kompleksowy ogólny obraz powierzchni mierzonego obiektu.
Triangulacja była już stosowana w Europie i Ameryce w XVII wieku, ale do pomiarów gruntów. Stąd właśnie wzięła się ta zasada. Podczas pomiarów triangulacyjnych obszar jest dzielony na trójkąty w celu pomiaru odległości. W przypadku trójkątów wystarczy znać kąty i linię bazową, aby łatwo obliczyć brakujące długości za pomocą trygonometrii.
Obecnie zasada triangulacji jest wykorzystywana nie tylko w geodezji, ale także np. w fotogrametrii lub skanowaniu 3D. W metrologii triangulacja jest wykorzystywana głównie do inspekcji komponentów. W tym obszarze istnieją dwie różne metody triangulacji:
- Projekcja światła strukturalnego (projekcja prążków)
- Triangulacja laserowa (triangulacja wykorzystująca metody sekcji świetlnych)
Triangulacja laserowa działa w oparciu o pojedynczą kropkę lub linię laserową, która jest odbijana od mierzonego obiektu, a następnie wykrywana przez sensory. Zgodnie z zasadą projekcji światła strukturalnego, duży wzór światła jest rzutowany na mierzony obiekt. Jedna lub więcej kamer z sensorami rejestruje kształt wzoru świetlnego, który ulega deformacji na powierzchni obiektu. Obie metody są często stosowane w metrologii. W zależności od zadania pomiarowego, jedna lub druga zasada pomiaru może być bardziej odpowiednia. Dowiedz się więcej o triangulacji 3D z użyciem lasera oraz projekcji prążków i znajdź odpowiednią metodę dla swojego projektu.
Jak działa projekcja światła strukturalnego?
W triangulacji z projekcją prążków różne wzory świetlne w postaci prążków lub punktów są rzutowane jeden po drugim na badany obiekt w celu odwzorowania dokładnego kształtu w modelu 3D. W tym celu projektor, a obok niego co najmniej jedna kamera z sensorami (zwykle dwie) są skierowane na płaską powierzchnię. Kamery znają odległość między sobą a powierzchnią, a także kąt, pod jakim wzór światła jest rzutowany na obiekt. Aby rozpocząć pomiar za pomocą projekcji światła strukturalnego, obiekt testowy jest umieszczany na powierzchni. Wzory świetlne są rzutowane na obiekt i odkształcają się w zależności od kształtu powierzchni. Te zmienione wzorce punktów lub prążków są wykrywane przez kamery, dostarczając informacji potrzebnych do obliczenia odległości od każdego punktu na powierzchni w polu widzenia. Rezultatem jest tak zwana chmura punktów (siatka STL), czyli dokładny obraz mierzonego obiektu składający się z wielu małych punktów pomiarowych.
Światło używane do skanowania z projekcją prążków może być niebieskie lub białe. Najczęściej jednak stosuje się światło niebieskie, aby zmniejszyć dyfrakcję i wpływ światła otoczenia na pomiar. Powierzchnia, na której umieszczony jest docelowy obiekt, jest zwykle czarna, co pozwala uniknąć odbić światła.


Do czego można wykorzystać metodę projekcji prążków?
Ze względu na wysoką prędkość skanowania, zwłaszcza przy jednoczesnym pozyskiwaniu wielu pomiarów projekcja światła strukturalnego bardzo dobrze nadaje się do przemysłowych zadań inspekcyjnych, takich jak:
- Kontrola kształtu, położenia i konturu
- Porównanie obszarów, porównanie danych docelowych/aktualnych
- Kompletność
- Położenie komponentów w zespołach
- Pozycjonowanie cięcia
Zasada projekcji światła strukturalnego jest również często stosowana w kryminalistyce, ponieważ jest odpowiednia nawet dla najmniejszych obiektów. Projekcja prążków jest raczej nieodpowiednia dla obiektów przezroczystych lub silnie odbijających światło.
Zalety i wady projekcji światła strukturalnego
Zalety projekcji światła strukturalnego:
- Obszarowe informacje 3D ze stałą rozdzielczością
- Wysoka gęstość punktów pomiarowych
- Wysoka prędkość pomiaru
- Elastyczna i przenośna konfiguracja pomiarowa
Wady projekcji światła strukturalnego
- Wyższe wymagania dotyczące technologii projekcji
- Półprzezroczyste lub odblaskowe powierzchnie mogą wymagać wcześniejszego przygotowania
- Światło otoczenia może wpływać na pomiary
- Chropowate powierzchnie utrudniają pomiar odległości z użyciem plamki lasera (nie ma to wpływu na linie lasera)
Jak działa triangulacja w metodzie przekroju świetlnego?


Konfiguracja pomiaru metodą sekcji świetlnej, która również opiera się na triangulacji, jest podobna do projekcji światła strukturalnego. Obiekt pomiarowy jest umieszczany na płaskiej powierzchni, zwykle na stole obrotowym, a nad nim umieszczany jest projektor i kamera lub czujnik. Te trzy punkty tworzą trójkąt triangulacyjny, który można wykorzystać do wykonania obliczeń. Jednak w porównaniu do projekcji prążków, gdzie wzór prążków lub kropek jest rzutowany na cel, triangulacja laserowa wykorzystuje tylko pojedynczą kropkę lub linię lasera. Decydującym czynnikiem nie jest tutaj również bezpośrednia deformacja światła na powierzchni, ale jego odbicie. Powierzchnia mierzonego obiektu odbija rzutowaną linię laserową lub punkt w kierunku kamery. Kamera wykrywa odbicie i oblicza odległość od każdego punktu w polu widzenia na podstawie kąta odbicia.
Ponieważ linia lub kropka lasera rejestruje tylko część obiektu, a nie całą powierzchnię w jednym skanie, jak w przypadku projekcji światła strukturalnego, obiekt pomiarowy lub czujniki muszą zostać przesunięte. Stabilna instalacja pomiarowa jest zatem niezbędna do triangulacji metodą przekroju świetlnego, aby zapewnić wysoką dokładność pomiaru.
Do czego można wykorzystać triangulację laserową?
Dzięki zasadzie pomiarowej triangulacji laserowej można wykonywać bardzo precyzyjne pomiary z dokładnością mikrometrową. Mimo tego nawet większe odległości nie stanowią problemu w przypadku triangulacji metodą sekcji świetlnej. Dlatego ta metoda triangulacji jest popularną metodą pomiaru w przemysłowych procesach produkcyjnych. Może być wykorzystywana podczas kontroli jakości, pomiaru profili i konturów, a także do określania grubości materiału, drgań i odległości. Dzięki laserowej triangulacji wadliwe obiekty mogą być wcześnie wykrywane i usuwane z procesów produkcyjnych w celu naprawy lub recyklingu. W przypadku błyszczących metali pomiar za pomocą triangulacji laserowej generuje zwykle lepsze wyniki niż za pomocą projekcji prążków. Odbicie może dostarczyć błędnych sygnałów w przypadku pomiaru z wzorami prążków, podczas gdy metoda z laserem działa dokładnie z tym odbiciem. Zbyt błyszczące powierzchnie mogą nadal powodować problemy podczas pomiarów z wykorzystaniem triangulacji. Zasada triangulacji laserowej jest również często stosowana w przemyśle opakowaniowym i drzewnym, logistyce, technologii medycznej i produkcji elektroniki.
Triangulacja laserowa działa z niebieskim lub czerwonym światłem lasera. Czerwone światło przenika przez cel, podczas gdy niebieski laser tworzy ostry punkt lub linię na powierzchni. Ponadto niebieski laser może zapewnić dokładne wyniki w przypadku świecących obiektów, podczas gdy sensory lasera czerwonego nie współpracują właściwie przez świecące na czerwono metale dostarczając fałszywych sygnałów. W przypadku ciemnych powierzchni czerwone lasery mogą okazać się bardziej odpowiednie, ponieważ zapewniają większą intensywność światła. Chropowate powierzchnie są również mierzone za pomocą czerwonego lasera przy użyciu triangulacji, niebieskie światło jest bardziej odpowiednie dla gładkich powierzchni.
Zalety i wady skanowania laserowego 3D
Zalety skanerów laserowych:
- Niezależność od warunków oświetlenia otoczenia
- Wysoka dokładność pomiarów
- Wysoka prędkość pomiaru
- Głowicę sensora można zamontować na istniejących systemach pomiarowych, np. na współrzędnościowym systemie pomiarowym
- Błyszczące metale mogą być mierzone
Wady skanerów laserowych:
- Możliwa utrata rozdzielczości z powodu granulacji i ruchu lasera
- Brak niezawodności procesu, ponieważ pomiary zależą od temperatury
- Bardzo błyszczące lub półprzezroczyste obiekty są trudne do zmierzenia
Najwyższa dokładność dzięki metodzie triangulacji z sensorami ATOS
Dzięki sensorom ATOS wykorzystującym triangulację można wykonywać niezwykle precyzyjne pomiary i uzyskiwać wiarygodne wyniki. Dwie kamery i projektor umożliwiają procesy pomiarowe z zastosowaniem metod projekcji światła strukturalnego i sekcji światła.
Skanery 3D ATOS oferują wyjątkową szczegółowość: Prawy i lewy sensor triangulacyjny mogą być używane indywidualnie w połączeniu z projektorem. Oznacza to, że podczas jednego skanowania można zarejestrować trzy różne widoki mierzonego obiektu. Może to zaoszczędzić wiele czasu, ponieważ liczba pojedynczych skanów jest znacznie zmniejszona, nawet w przypadku złożonych komponentów.
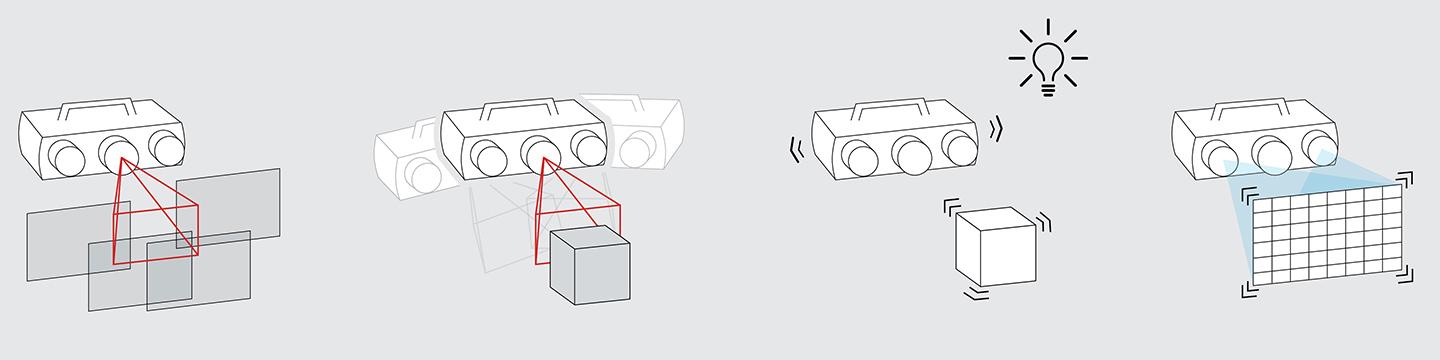
Kolejną zaletą metody Triple Scan jest nadokreśloność. Dzięki przechwytywaniu komponentu za pomocą dwóch kamer jednocześnie, zbieranych jest więcej informacji niż byłoby to potrzebne do mapowania modelu 3D. Więcej danych oznacza większą precyzję. Wykrywany jest ruch sensora i celu, a także zmiany środowiskowe, sprawdzana jest dokładność transformacji, a pozycja czujnika 3D jest śledzona na żywo. Umożliwia to wykonywanie pomiarów z maksymalną dokładnością i zwiększa niezawodność procesu. Poniższa grafika przedstawia proces Triple Scan z nadokreślaniem za pomocą sensorów ATOS.

W projekcji światła strukturalnego sensory triangulacyjne ATOS współpracują z Blue Light Technology: wąskopasmowe niebieskie światło z jednostki projekcyjnej umożliwia skanerowi wykonywanie precyzyjnych pomiarów niezależnie od warunków oświetlenia otoczenia, a nawet błyszczących powierzchni. Dzięki kompleksowemu działaniu sensorów triangulacyjnych tworzony jest dokładny obraz obiektu.
Aby wykonać pomiary za pomocą projekcji prążków, na mierzony obiekt rzutowany jest ustrukturyzowany wzór prążków. Zakodowany wzór prążków zmienia się szybko podczas skanowania i jest ledwo widoczny dla ludzkiego oka. W tym miejscu do gry wkracza funkcjonalność skanerów prążków. Dwa sensory triangulacyjne wykrywają zmieniające się paski i wykorzystują je do obliczenia współrzędnych 3D dla każdego piksela kamery przy użyciu równań transformacji optycznej. W ten sposób miliony punktów pomiarowych z najdrobniejszymi szczegółami są rejestrowane bezstykowo w ciągu zaledwie kilku sekund. Oprogramowanie sensora automatycznie tworzy chmurę punktów o wysokiej rozdzielczości, która reprezentuje precyzyjny obraz obiektu pomiarowego.
Bezkonkurencyjny: Pomiar złożonych obiektów za pomocą ATOS i TRITOP
Dzięki wydajnemu połączeniu sensorów ATOS i fotogrametrycznego systemu pomiarowego TRITOP, nawet inspekcje dużych i złożonych obiektów nie stanowią problemu. TRITOP służy do pomiaru punktów referencyjnych na komponencie, podczas gdy ATOS wykorzystuje punkty referencyjne do automatycznej transformacji poszczególnych pomiarów. Skutkuje to bardzo wysoką dokładnością, a nakładające się pomiary można w dużej mierze wyeliminować. Ta bezkonkurencyjna kombinacja jest szczególnie przydatna do kontroli pierwszej sztuki, produkcji narzędzi i karoserii samochodowych. Ty również możesz wykorzystać potężne połączenie ATOS i TRITOP w swoich złożonych procesach pomiarowych.

